2020年,全球知名高科技公司在中國尋求塑料焊接系統(tǒng)解決方案合作商�,其公司RD在設(shè)計方案上采用的是超聲波焊接,超聲波焊接塑料存在機械應(yīng)力大�����、工件尺寸受限��、對精密部件會產(chǎn)生損傷等缺陷�,此產(chǎn)品對力學和聲學特性要求極高,為消費者呈現(xiàn)極致美學和聲學體驗���。
科洛德激光在塑料激光焊接方面的研究成果和產(chǎn)品系列引起了客戶的關(guān)注�,面對產(chǎn)品焊接寬度縮小�����,產(chǎn)品曲面設(shè)計�,對于超聲波和常規(guī)激光焊接無法實現(xiàn)的困難和挑戰(zhàn),項目組刻苦鉆研�����,精益求精���,定制激光器性能參數(shù)��,配套研發(fā)精密治具����,實現(xiàn)了激光在精密的空間曲線焊接上的技術(shù)突破,滿足了客戶需求�����,此項目也成為消費電子行業(yè)塑料激光焊接單一設(shè)備出貨量行業(yè)第一�����。
塑料激光焊接相對于傳統(tǒng)塑料連接工藝在產(chǎn)品的物理性能���、工藝、美學和性價比等方面具有優(yōu)勢�����,塑料連接工藝的設(shè)計思路正在向激光焊接轉(zhuǎn)變�����。塑料激光焊接在材料方面不僅針對足夠透光的材料�,對上層材料為黑色或其他顏色材料通過物料改性均可以實現(xiàn)激光焊接。
科洛德激光為醫(yī)療行業(yè)開發(fā)了全透明塑料激光焊接系列產(chǎn)品�����,為車燈行業(yè)開發(fā)了面光束同步激光焊接設(shè)備。
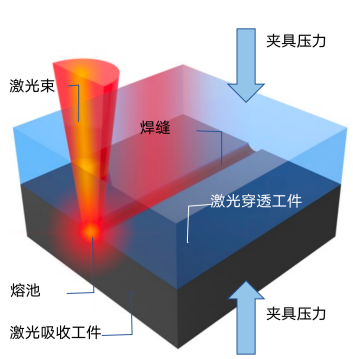
塑料激光焊接原理
最常用的激光焊接形式被稱為“激光透射焊接”�。在熱塑性塑料的激光焊接過程中,首先將兩個待焊接塑料零部件通過機械夾具實現(xiàn)緊密貼合��,然后激光穿透上層工件后����,能量被下層工件表面吸收后使其熔化,然后熱量通過熱傳導的方式使上層材料熔化���。
焊接過程中���,局部的熱量使得材料膨脹并形成內(nèi)部焊接壓力,這一壓力和外部機械夾具施加的壓力確保形成牢固穩(wěn)定的焊縫�。幾乎所有的熱塑性和熱塑性彈性體都可以進行激光焊接,也包括有玻纖增強的塑料���,焊縫強度通常達到或強于母材本體的強度����。
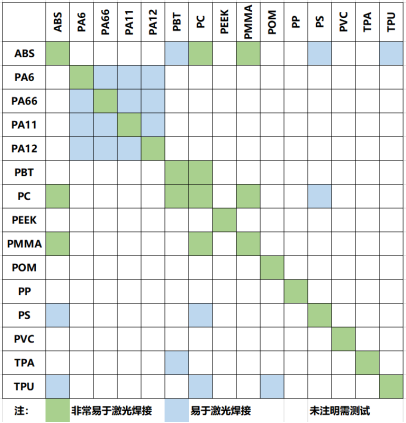
常用塑料組合的互焊性能
激光適合于幾乎所有熱塑性塑料部件和熱塑性彈性體的焊接�,即便是含有玻璃纖維或各種不同的材料也可以焊接���。
激光焊接會受到兩種塑料相容性及熔融溫度差異性的影響,兩者相容性越好或熔融溫度越接近�,越容易進行激光焊接工藝,并獲得更高質(zhì)量的焊接強度���;因此材料組合的光學屬性對于焊接過程至關(guān)重要���,材料對激光的選擇性吸收和透過決定了兩層壓合工件的激光焊接的有效性��。
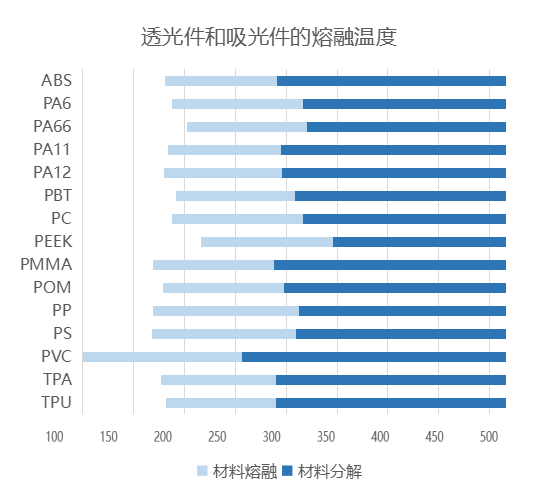
透光件和吸光件的熔融溫度
用于激光焊接的一般指熱塑性塑料�,這類塑料的特點是可以隨著溫度的升高而進入熔融狀態(tài),而不改變材料本身的物理特性����。吸光和透光材料需要有共同的熔融溫度交互區(qū)間,其是形成焊接的必要條件��。
另外對于不同種材料的焊接����,雖然有時同為可焊接,但定義為吸光件或透光件���。由于熔融溫度的差異性���,對激光工藝的選擇和參數(shù)的設(shè)定也可能有一定影響���。
產(chǎn)品結(jié)構(gòu)設(shè)計
透光件厚度D1要均勻,“無定形材料”理論上不做要求��,“半結(jié)晶材料”建議≤2mm���。焊接筋寬度D2<光斑直徑�;還要對焊接筋寬度�,產(chǎn)品自身的注塑偏差以及工裝配合偏差等因素來綜合考慮。
D2建議大于1mm��,D3建議大于0.5mm�����。
熔接塌陷位移可控���,根據(jù)產(chǎn)品尺寸及材料特性不同���,一般建議設(shè)定為0.25~0.6mm��;要求D4>熔接塌陷位移����。
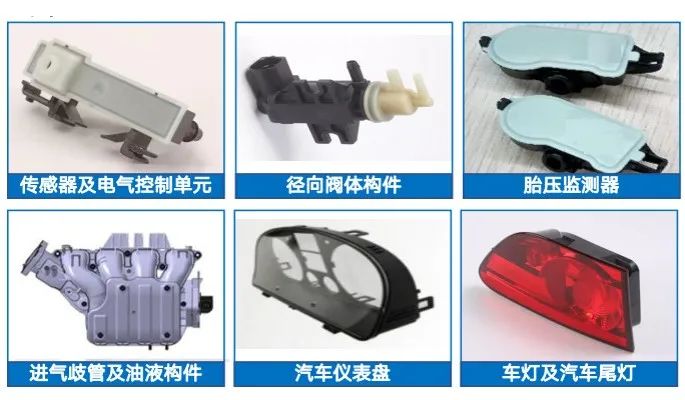
塑料激光焊接行業(yè)應(yīng)用
汽車工業(yè)
醫(yī)療器械
消費電子
準同步激光焊接系統(tǒng)
準同步激光焊接系統(tǒng)�����,集激光器與運動焊接部件為一體����,結(jié)構(gòu)簡單緊湊、操作方便�����、安全穩(wěn)定����。
該系統(tǒng)采用塑料專用激光器配振鏡高速掃描方式��,可選配高精度塌陷值測量傳感器來精確控制焊接的塌陷值���,在振鏡掃描范圍內(nèi)可進行平面任意軌跡的焊接����,可配通用夾具和特定的夾具進行多種產(chǎn)品的焊接。


備")
品結(jié)構(gòu)")


站")